このブログで何度も登場している樽です。
ワインの熟成、コニャックの熟成に欠かせない樽。
この作り方についてご紹介しようと思います。
可能な限り行程毎の写真を載せています。
樹の選択
まずは重要な樹の選択です。
ここは樽会社の個性が出るところの一つではないでしょうか。
フランス国立森林事務所(Office National des Forêts/ONF)の管理の下、樹齢180年~250年の樹が選ばれます。
この幹の選択は後の樽造りにとってかなり重要です。
樹皮がねじれていたり、枝が伸びていたりすると樽づくりには使えず、幹の水分含有量が70%ある必要があります。
樽板製造工によって、将来の樽より少し大きい高さ95センチの丸太に製材し、縦に4分の1にカットします。
樽によく使われるフランスの森についても別記事に書こうと思います。
樽板加工
4分の1にカットされた幹を樽板加工していきます。
この時、樹皮、辺材(木材の白っぽい部分)、心材は残しません。
樹の繊維の方向に向かって分割していきます。
これは内側から外側に、という意味で、円周方向ではありません。
これによって繊維が管の役割をして、ワインが樽に透過されやすくなります。
繊維の方向が一定であることも良い樽の一つです。
この時使わなかった部分も廃棄されず別の商品になります。
乾燥
板材を乾燥させます。
この乾燥期間の長さも後の樽の特徴を左右するポイント。
1年半~4年程度(平均的には2~3年)の乾燥期間があります。
この「乾燥」期間ですが、板材を屋根のない場所に放置します。
雨風にさらされます。
この乾燥により、水分含有量が15%程度まで下がります。
またエラグタンニンが除かれ、板材が精製されます。
このタンニン除去は雨の地からで自然に行われる重要な要素ですが、人工的に水を与えることでコントロールすることが出来ます。
自然乾燥はフェノール化合物の酸化に適切な気候的要素と、フェノール化合物を加水分解する菌類などの生物学的要素が重要です。
菌類の一種である菌糸体の働きが将来の樽の味わいに良い影響を与えるという研究結果があります。
リグニンが分解され、芳香族化合物が現れます。
この自然乾燥によってしゅうれん性と苦みが減少します。

樽の製造
樽づくりは機械化されているものもありますが、現在でもそのほとんどが手作業で行われています。
数年間の乾燥の後、樽の長さに板材を製材します。
この作業のことをécourtage(エクルタージュ)と言います。
そして形を整えることにより板材が樽板となります。
この作業は樽を形作るために重要です。
この樽板にくりぬき、内部に丸みを与えることをévidage(エヴィダージュ)と言います。

樽の接合
次は樽の接合についてです。
木材の面を平らに削る機械で樽材を寝かし、樽に対応する印を樽材につけます。
両端は少し幅が狭くなっていて、樽の気密性を保つために繊維の方向も一方向でなければなりません。
今までは型紙を使って樽材の形を確認していましたが、現在この作業は機械化されていることがほとんどです。
樽の形や気密性に関わる作業なので、慎重に行う必要があります。

バラの形にする
必要な形にカットされた樽材は、25~30くらい使用され、「バラの形」になります。
うまい訳が思いつきませんが、日本語ではなんというのでしょう…?
骨組みを造る?
フランス語ではMise en Rose(ミズ・オン・ローズ)と言って、円形の枠に沿って樽材をバラの様な形に整えることを言います。

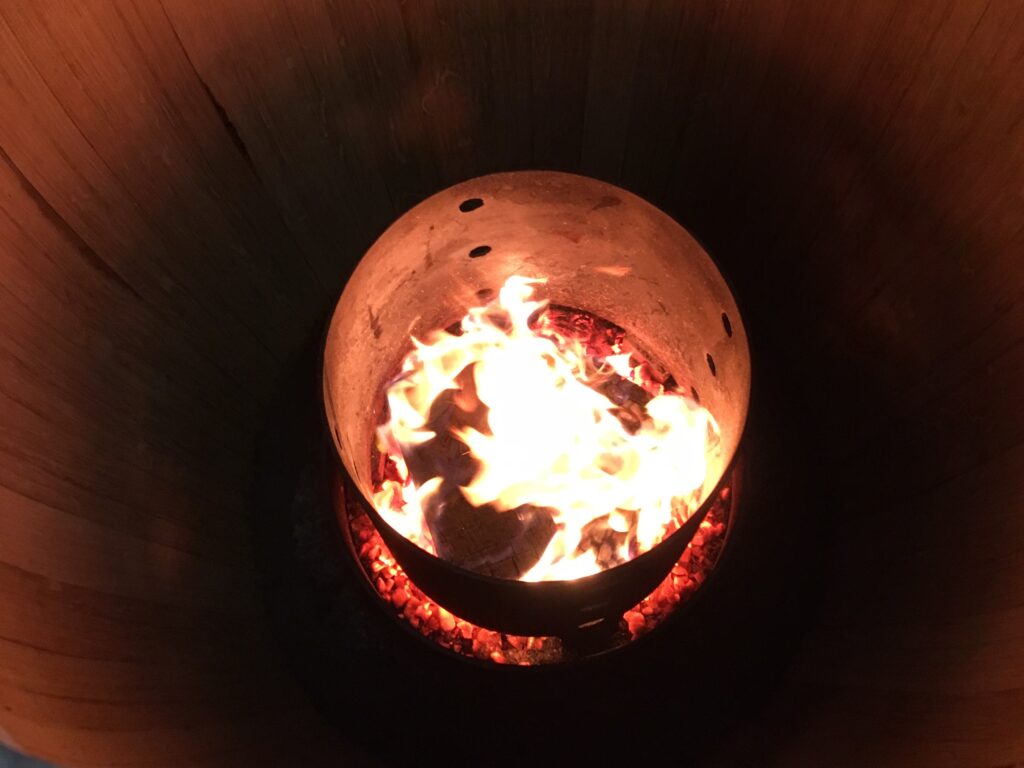
曲げ加工
火鉢に板材の端切れを燃料として、できた骨組みを熱します。
樽材が折れてしまうのを防ぐために、焼きを入れている間は定期的に水で濡らします。
これは水によって樹の繊維を柔らかくする目的があります。
30分程度経った後、仮組みの輪とケーブルを使用して、樽を少しずつ曲げて行きます。
ケーブルが樽材を締め付け、樽が最終的な形へと変形していきます。
できた樽には輪が付けられます。

加熱
樽材が曲げられ、樽の形になった後、再度加熱します。
これは中に入れるお酒の香りを変える重要なプロセスで、樽の焼きの強さをいうときはこのプロセスのことが多いです。
火の温度は曲げ加工時と比べると一般的に低いです。
目的は熱弾性特性により形状を維持することと、熱が木の分子の化学結合を変化させることです。
これによりナッツ、バター、バニラ、燻製香などが現れます。
弱い、中くらい、強い、とても強い等複数の焼きがあります。
これは火にかけている時間や温度などで変わります。
以下の表は大体の目安です。
| 時間 | 温度 | 蓋の有無 |
|
|
|
この焼きは樽工房によって特性があり、同じ軽い焼きでも樽会社によって焼き入れの方法が変わります。
焼きによる香りの違い
特に白ワインに使われる軽い焼きであれば、焼いたパン、ブリオッシュやバターなどの香りを持ちます。
また強い焼きであればタバコやコーヒー、キャラメルなどの香りを持ちます。
ネゴシアンやワイン/その他アルコール生産者は樽の注文時にこの焼きのレベルも注文します。

底の設置
ここまで樽には底/蓋が付いていません。
樽材の端をくりぬきます。
この時作った溝のことを「あり溝」と呼びます。
この溝に底板をはめます。
底板も同じ木材を使用されることがほとんどです。
イグサのシートを使って板と板の間の気密性を確保します。
この底板を溝にはめる際、小麦と水、灰を混ぜたパン生地の様なものを使用することでさらに気密性を高めています。

穴をあける
次はBonde(ボンド)と呼ばれる穴を開けます。
これはワインを出し入れする部分です。
ドリルで直径4~6センチ程度の穴をあけ、機械でその穴を少し大きくします。
この穴の端は焼かれ、さらに蛇口等を取り付けられるように樽の底にも穴をあけます。

枠の製造
樽には木枠が使われていました。
ナッツやクリ、ヤナギなどの繊維質の多い木材が使用されていました。
これは樽を守るために使われていましたが、今ではスチール製の輪に置き換えられていることが多いです。

輪をはめる
樽製造用につけられていた仮の枠組みを外し、樽板を削ったりやすりをかけたりし、輪(たが)をはめます。
基本的には輪を6個つけることが多いですが、4個や8個つける場合もあります。
この輪を木でつくっていた時代、コニャックでは16個つけられていたこともありました。

仕上げ
樽を磨き、さらに綺麗にします。
樽の蓋部分に樽会社の名前やロゴ、樽の製造年をレーザーで刻むことが多いです。
さらにワイナリーの名前やロゴを彫ることもできます。

参考記事
最後に
この間有名樽会社を訪問してきました。
特別に写真を撮らせてもらって、ブログ掲載許可も頂いたので近いうちに公開します!
その前に樽の基本的な造り方をご紹介しました。
樽づくりに重要な森とか、その辺りも書いていこうと思います。
感想やこんな内容書いて欲しい!などあればお気軽に連絡ください。 sachiwines@gmail.com その他色々やってるので、良かったら見てください Instagram Twitter レストランブログ Facebook|Bordeaux-Japon.net ボルドージャポンネット Homepage|SachiWines 旧ブログ|レストランブログ

コメント